2018年4月25日
日本電信電話株式会社
三菱重工業株式会社
加工用高品質レーザの長距離伝送で業界の常識を一新 ~情報通信を支える光ファイバ技術でものづくりを支えるレーザ加工技術を革新~
日本電信電話株式会社(本社:東京都千代田区、代表取締役社長:鵜浦博夫、以下NTT)と三菱重工業株式会社(本社:東京都港区、取締役社長:宮永俊一、以下三菱重工)は、2014年4月よりNTTの研究所が持つICT(情報通信技術)分野の研究開発成果を、三菱重工のエネルギー・環境、交通・輸送等の社会インフラ関連製品や工場・現場などに適用し、新たな価値創造を目指すことを目的に、研究開発連携を推進してまいりました*1。
今回、NTTのフォトニック結晶光ファイバ(PCF: Photonic Crystal Fiber)技術と、三菱重工の高出力レーザ加工技術の融合により、kW級の高出力シングルモードレーザ光を加工に適した品質を維持したまま数十~数百メートルに渡り伝送することに成功しました。従来、1kWを超えるシングルモードレーザ光は10メートル程度しか伝送することができませんでしたが、今回の成果により伝送距離を数倍から数十倍伸ばすことができるようになります。
今日、レーザ加工技術は切削、孔空け、溶接などの手段として自動車や航空機などの製造現場でも幅広く利用されており、その利用シーンはあらゆる社会インフラ産業に拡大していくと考えられています。今回の成果は、高出力レーザ光を、精密加工に適した品質を維持したまま、業界の常識を超えた長い距離に渡り伝送することを可能にするものであり、レーザ加工技術の適用領域の拡大を加速し、ものづくりの変革をもたらす技術として期待されます。
本成果は5月23日・24日に大阪大学(吹田キャンパス)で開催されるレーザ加工学会第89回講演会*2で報告する予定です。
 図1 従来の光ファイバとフォトニック結晶光ファイバのイメージ
図1 従来の光ファイバとフォトニック結晶光ファイバのイメージ
1.開発の背景
光ファイバは今日の情報通信に欠かせない存在として世界中に普及していますが、光ファイバの用途は内視鏡やジャイロを始め、加工用レーザ光の伝送など多岐に渡ります。レーザ加工では通常の光通信で使用する光の一万倍以上の高出力レーザ光を伝送する必要がありますが、光ファイバで伝送できる光出力と距離には光非線形現象*3で制限される物理的な限界があります。現在広く使われているレーザ光(マルチモードレーザ光)*4は、既存の光ファイバ(マルチモード光ファイバ)を使い、数百メートルに渡り伝送することができます。しかし、マルチモードレーザ光はより高い加工精度が求められる用途には不向きでした。一方、より精密なレーザ加工に適した高品質で10kW級のレーザ光(シングルモードレーザ光)は、既存の光ファイバ(シングルモード光ファイバ)で数メートルしか伝送することができないことから、数十メートルの光ファイバ伝送が必要な実加工には適用できませんでした。
NTTではかねてより空孔を利用して光を閉じ込め伝搬させる、フォトニック結晶光ファイバ(PCF:Photonic Crystal Fiber)技術の研究を推進していました。PCFは光ファイバ断面内に形成した空孔の直径や間隔を任意に制御することで、光ファイバ直径方向の屈折率を微細に制御することができ、従来の光ファイバでは得ることの出来ない特性を実現できます。今回、高出力シングルモードレーザ光の伝送に最適なPCFを新たに考案・設計し、共同で高出力伝送能力を実証しました。
2.研究成果
共同研究成果のポイント
今回の共同研究では、
<1>PCFの採用による伝送出力と距離限界の克服、
<2>新たなPCF断面構造の考案による優れた高出力伝送能力と製造性の両立、
により、既存の高出力シングルモード伝送用光ファイバに比べ、伝送出力と距離の積で表される高出力伝送能力で4倍以上のポテンシャルが実現できることを明らかにしました。更に、
<3>実際に製造したPCFを用いて、10kWのシングルモードレーザ光を30m、また1kWのシングルモードレーザ光を300mに渡り伝送することに成功しました。
本成果により、高出力シングルモードレーザ光を用いた高品質レーザ加工技術の適用領域の拡大が図られ、あらゆる社会インフラ産業における製造技術の変革が実現できると期待されます。
研究成果の詳細
<1> PCFの採用(特長)
高精度で利便性の高いレーザ加工を実現するには、高出力シングルモードレーザ発振器から出力される高品質レーザ光を、加工に適した品質を維持したまま加工現場まで効率的に届ける必要があり、その伝送媒体として光ファイバが重要な役割を果たします。しかし、光ファイバの出射端に伝送可能な光出力と伝送距離は光非線形現象*3によって制限されます。より高出力な光を伝送するには光ファイバ中の光の通り道である"コア"の面積を拡大し、コアとクラッドの間の屈折率差を低下させると同時に、高精度加工に適したレーザ光をコアに閉じ込め、加工精度の低下に繋がる不要なレーザ光をクラッド領域に漏洩させることが必要となります。しかし、このような特性を実現するためには屈折率の変化を0.01%のオーダーで制御する必要があり、従来の材料添加によりコアを形成する光ファイバでは実現不可能でした。
一方、PCFは空孔で囲まれる領域に光を閉じ込めて伝送します。空孔領域の実効的な屈折率は空孔の直径dと数(あるいは間隔Λ)の組合せで任意に可変できるため、屈折率の変化を0.01%~10%のオーダーで微細に制御することが出来ます。この優れた屈折率の制御性を活かすことで、PCFは任意の波長で高品質なシングルモードレーザ光を長距離伝送することができます。このため、NTTでは任意の波長における大容量光伝送を実現する低損失PCFの研究を実施してきました*5。また、空孔による強い光の閉じ込め効果を既存の光ファイバに組み合わせることで、光ファイバを二つ折り状態にしても通信が途絶えない光コードを商用化してきました*6。今回、PCFならではの屈折率の制御性を活用し、レーザ発振器から出力される高出力シングルモードレーザ光を、レーザ加工に適した品質を損なうことなく遠隔地まで伝送することが可能となりました。
 図2 光ファイバにおける高出力・高品質伝送能力の向上法とPCFの適用性
図2 光ファイバにおける高出力・高品質伝送能力の向上法とPCFの適用性
<2> 準均一構造PCFの考案と最適化
先に述べたように、PCFは空孔直径dと間隔Λの組合せで、その伝送特性を制御します。更に、dとΛの種類を複数設定した不均一構造を用いることで、より優れた特性を実現することが出来ます。しかし、断面構造が複雑化することにより光ファイバの製造性が著しく低下してしまいます。そこで本研究では、空孔直径dを一定としたまま、空孔間隔Λを空孔数で調整する準均一構造PCFを新たに考案しました。これにより、実効コア断面積の拡張性と光ファイバの製造性の両立が可能となりました。更に、dとΛの組合せを最適化することにより従来の光ファイバの4倍以上となる、420kW·mの高出力伝送能力が実現できることを数値解析により明らかにしました。
 図3 準均一構造PCFの断面イメージと特長
図3 準均一構造PCFの断面イメージと特長
<3> 高出力シングルモードレーザ光伝送実験
<2>で述べた設計指針に基づき製造した長さ30mの準均一構造PCFに、10kWのシングルモードレーザ発振器からの出力光を入射し、良好な伝送が行えることを確認しました。今回の伝送実験では、既存の高出力シングルモード伝送用光ファイバの2倍以上の高出力伝送能力となる270kW·mのポテンシャルが実証されました。同様に1kWのシングルモードレーザ光を長さ300mのPCFに入射し、良好な伝送が行えることを確認しました。これは、300kW·mの高出力伝送能力に対応します。
 図4 準均一構造PCFの高出力伝送能力(左)と作製したPCFの断面写真(右)
図4 準均一構造PCFの高出力伝送能力(左)と作製したPCFの断面写真(右)
3.今後の展開
今回の成果により、これまで数メートルしか伝送できなかった高出力かつ高品質なレーザ光を、数十~数百メートル先に送り届けることが可能となります。高出力シングルモードレーザ光の長距離伝送はレーザ加工現場における"場所"の制約を排除できるだけでなく、高出力シングルモードレーザ発振器の利用効率の向上にもつながります。シングルモードレーザ光の適用は、切断や孔空けにおける加工精度を向上するのみならず、レーザエネルギの効率的な利用による加工時間の短縮(加工速度の向上)も可能とします。
今回の技術は遠隔からの加工、リモート溶接、さらには厚板切断に適用でき、既存の自動車・航空機・船舶の製造に適用できるのみならず、レーザ加工技術の適用領域を多様な社会インフラ産業に拡大する起爆剤として期待されるものであり、あらゆるものづくりの概念をダイナミックに変革します。
今後、三菱重工にて耐熱合金の孔空け加工や溶接などへの適用に向けた開発を進め、2019年以降の実用化を目指します。
参考・用語解説
※1報道発表
NTTと三菱重工が「社会インフラ×ICT」に関する研究開発連携に合意
http://www.ntt.co.jp/news2014/1404/140428a.html
※2レーザ加工学会第89回講演会
http://www.jlps.gr.jp/![]()
※3光非線形現象
光ファイバに高出力の光を入射するとガラス分子の振動により光があらゆる方向に散乱されてしまいます。その結果、光ファイバに入射する光出力を増加させても、出射端に到達する光出力が飽和する現象が発生します。光ファイバに入力可能な光出力の上限は、光が伝搬する領域(コア)の断面積に比例し、光ファイバを構成する材料の係数に反比例します。材料係数は材料固有の値で固定値ですが、コア断面積は設計により拡大することができ、これにより入力可能な光出力の上限を向上することができます。
 図5 ガラス分子の散乱に伴う高出力制限のイメージ
図5 ガラス分子の散乱に伴う高出力制限のイメージ
※4レーザ光と加工品質
マルチモードレーザ光は光ファイバから出射される光の広がりが大きく、高精度なレーザ加工には適しません。シングルモードレーザ光は出射光の広がりが小さく、高精度なレーザ加工に適していますが、数メートル程度しか伝送することができません。このため、高品質なレーザ光をより遠くまで伝送できる光ファイバ(シングルモード光ファイバ)が求められていました。
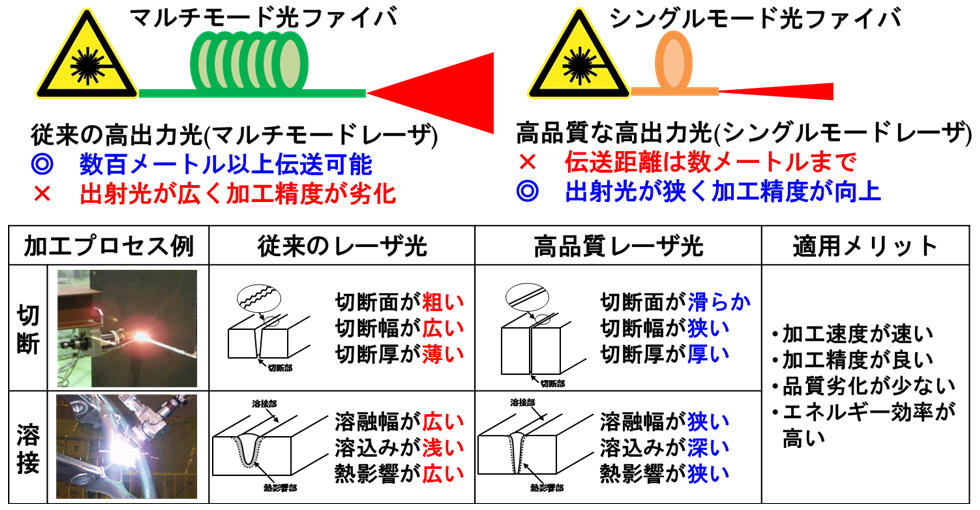 図6 加工レーザの品質と伝送距離(上)および加工精度(下)のイメージ
図6 加工レーザの品質と伝送距離(上)および加工精度(下)のイメージ
※5新構造光ファイバ「ホーリーファイバ」の実用化に見通し
http://www.ntt.co.jp/news/news03/0312/031217.html
※6曲げ」「折り」「結び」が自在にでき接続も簡単な光ファイバコードを世界に先駆けて商用化
http://www.ntt.co.jp/news/news05/0511/051108a.html
本件に関するお問い合わせ先
日本電信電話株式会社
情報ネットワーク総合研究所 企画部 広報担当
TEL:0422-59-3663
Email:inlg-pr-pb-ml@hco.ntt.co.jp
三菱重工業株式会社
広報部 広報グループ
TEL:03-6716-2168
Email:GMMPQ1000201@mhi.co.jp7
ニュースリリースに記載している情報は、発表日時点のものです。
現時点では、発表日時点での情報と異なる場合がありますので、あらかじめご了承いただくとともに、ご注意をお願いいたします。




NTT STORY
NTTとともに未来を考えるWEBメディアです。